
ARBS awards Refrigeration project excellence Award 2014
Entrant Strathbrook Industrial Services / Danfoss Australia
Project F Mayer Stage 2
Location 2 McPherson st
Banks Meadow (Botany) Sydney NSW
Entrant contact Mr Ian Wilson
Site contract Mr Stephen Goode
Project type Refrigerated cold storage / distribution center
Trans critical / sub critical CO2 cascade cooling system with high demand secondary system
System capacity low temp 120kw Q @-27 SST / -5 SCT
Medium temp 280 kw Q @ -5 & -9 SST / 25 SCT (split suction groups)
High demand unit 400kw Q @ +5 SST / 45 SCT water chiller
F Mayer Imports
Food importer and distributor
Located at Botany in Sydney’s south
Figure 1 2&3 F Mayer head office 2 McPherson st Botany
Nature of business – Importer and distributor of multiple food goods product lines mostly from Europe.
Design breif
Strathbrook Industrial services undertook a design and construct project to install a freezer room, cool room and loading dock with a Carbon dioxide only cascade system requested by the F Mayer management team. Danfoss Australia offered technical support and the full range of Danfoss valves and controls where employed in the project.
System description
Freezer room & Low stage package
The site has a -20 deg C Freezer room 52m x 20.7m x 10m high (1076m2) of 120 kw capacity using R744 (CO2 ) in four direct expansion evaporators with Danfoss electronic TX valves. The defrost system uses warm glycol with heat generated from the waste heat rejected by the freezer room refrigeration package.
The package was designed and built by Strathbrook industrial Services and features four Bitzer piston compressors in a single refrigeration circuit with the lead compressor speed controlled to provide increased load matching ability. The package also has an open flash intercooler / liquid receiver which stores cold liquid CO2 at -5 deg C . The discharge gas from the oil separator is injected directly into the liquid in the receiver vessel where it is condensed into liquid. Vapor rising from the vessel is directed into the two high pressure plate heat exchangers where it is re condensed into liquid CO2 before it is gravity fed back to the receiver vessel.
The two inter-stage PHX units are feed with direct expansion CO2 from the high stage (medium temp) package forming a Cascade cooling system with CO2 on both stages. The glycol defrost system requires a constant heat source to maintain the required 45 deg C glycol temperature, and this heat is extracted from the low stage discharge gas in a discharge gas to glycol PHX unit. Further heat is removed from the discharge gas and added to the suction vapor in a second pair of Plate heat exchangers which are installed to warm the suction gas returning to the compressors, so that the compressors are feed with vapor in the +1 to +10 deg C range. This temperature range provides optimal conditions and ensures that the compressor oil systems are fed with warm oil, free of liquid droplets which will be present if the compressor sumps are allowed to cool below -10 deg C. The suction super heaters are arranged in a thermo siphon loop were a very small amount of R134a is heated in the lower PHX. Warm R134a vapor is driven into the upper PHX to warm the returning CO2 suction vapor. This cools and condenses the R134a which then drains to the lower PHX by gravity to be heated again.

A suction gas temperature sensor controls the operation of a discharge gas heating solenoid to provide control over the process. The warming of the suction vapor also increases the compressor discharge gas temperature which allows more heat to be extracted from the discharge to ensure the Glycol temperature is maintained. The discharge gas temperature is optimized to provide the both maximum heat recovery and best possible compressor operating conditions.
Figure 4 low stage compressor package, sub critical CO2 with glycol heater
Cool room / loading dock / high stage package.
The site has a cool room of 52m x 22.3m x 10 m high (1159m2) and is maintained at 2 to 4 deg C by four direct expansion air defrost evaporators with electronic TX valves. The cool room capacity is 120kw at -4 deg C
The loading dock area has three direct expansion CO2 evaporators maintaining two dock areas and has a further 60kw capacity and shares the same suction group as the cool room system.
The rack package has six Bitzer piston compressor machine designed and built by Strathbrook Industrial Services. The system is a slit suction design with three compressors acting at high stage to the Cascade freezer system and the remaining three compressors cooling the cool room and dock areas.
The design requires a full trans critical CO2 system and has a maximum operating pressure of 130 bar.
A Guntner Gas cooler of 440 kw capacity is located in the outside condenser deck and features 8 x 900mm EC fans and a stainless steel coil block with epoxy coated aluminum fin stock. The fan speed is controlled by the Danfoss control system on gas cooler exit temperature. This allows the fan speed to be reduced in cooler weather to reduce the power consumption of the fans.

The liquid receiver is a vertical design with Danfoss electronic control valves maintaining the correct system pressures in the gas cooler and receiver vessel . A suction header / shell and tube heat exchanger warms the returning suction vapor and sub cools the liquid CO2 which increases to system efficiency and provides improved compressor operating conditions. The lead compressors on each suction group are speed controlled to provide improved load matching.
Figure 5 High stage / cool room & dock package
Trans critical CO2 split suction
High demand unit / Australian design patent
The nature of Trans critical CO2 system is that they are more energy efficient than conventional systems during lower ambient temperatures and less efficient during high ambient conditions. The point where they are equal is around 19 deg. C condenser exit temperature.
When the ambient temperature is significantly higher than 19 deg C the compressor capacity is greatly reduced (can be as much as 50%) so a conventional trans critical system would normally require considerable additional compressor capacity which is only required for a few hours per year .
The system patented by Strathbrook industrial Services uses a separate refrigeration system or high demand unit to cool the refrigerant leaving the CO2 gas cooler so that the CO2 system operates in the same way that it would during cool weather conditions. When the lower ambient temperatures are available this high demand unit cycles off and uses no power. This allows the CO2 system to operate in sub critical mode at all time, which greatly reduces the system operating pressure and also the motor input power required to drive the high stage compressors.

In this case the high demand unit is a 400 kw water chiller with has two Bitzer CSH 75 series screw compressors on an R134a direct expansion air cooled water chiller. The water chiller supplies water at 17 deg C to a pair of high pressure plate heat exchanger which are located at the outlet of the gas cooler.

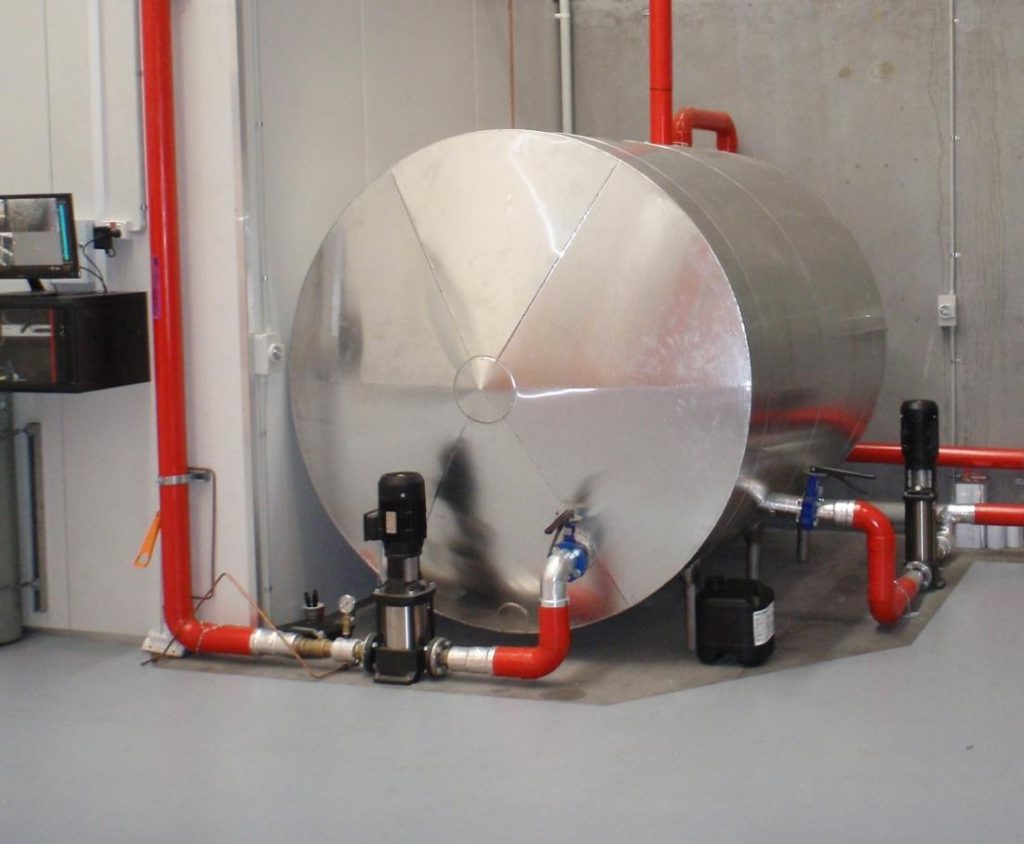
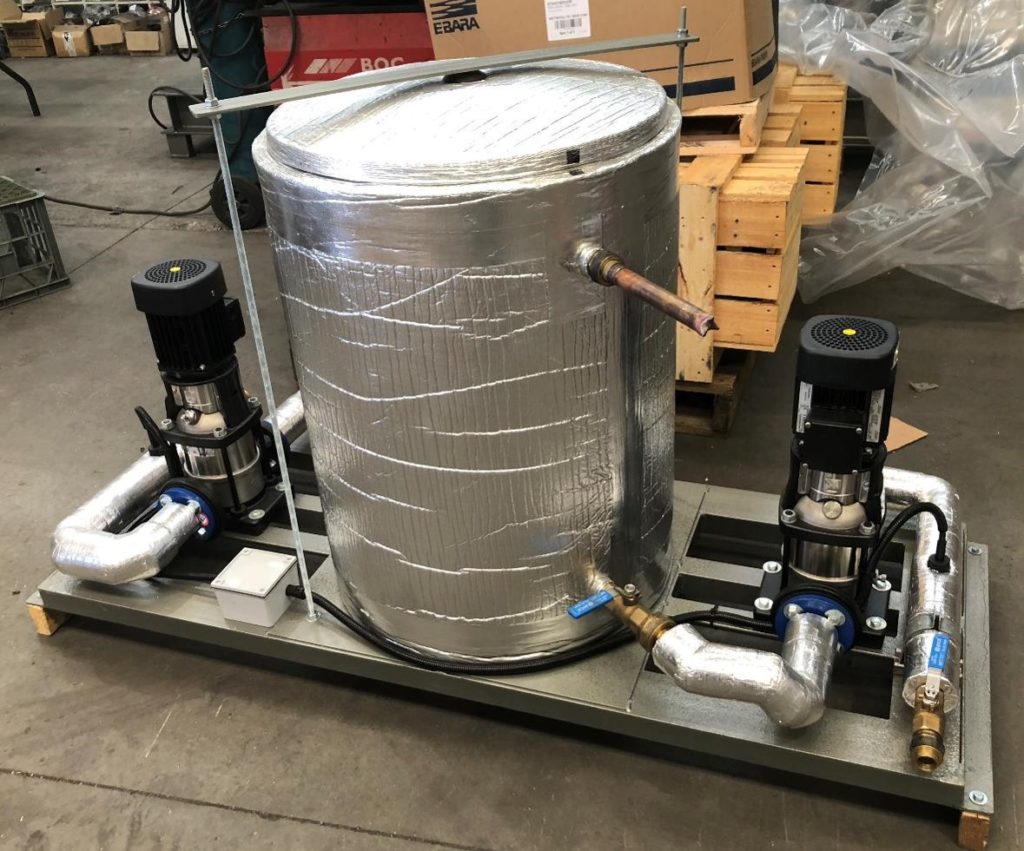
The water passes through the PHX units and then into an insulated 9000 L storage tank before returning to the chiller. The storage tank allows the chiller to operate for longer periods of time when the demand is low and then cycle off allowing the thermal storage in the tank to maintain conditions.
As the chiller suction temperature is quite high in comparison to the CO2 system, the operating COP is much higher allowing the total system efficiency to be raised during high ambient conditions.
Figure 7 chilled water tank for high demand unit
Figure 8 chiller water to CO2 PHX for high demand unit
Please find a copy of the “Carbon dioxide refrigeration high demand system” Patent attached.
Control system
The system is controlled by a Danfoss 255 System controller. This system uses electronic input/output cards to feed information to and from the systems microprocessor which is monitoring and controlling all aspects of the systems operation.

Specialized computer cards also control dedicated devices such as the liquid receiver electronic motor control valves and the electronic expansion valves. Gas detectors, variable speed drives, room temperature sensors, system pressures and temperatures are all connected to the controller so an overall picture of the systems performance can be maintained in real time both on site and remotely via an internet connection. A figure 9 electrical panel UPS (uninterrupted power supply ) is provided to ensure the control system remain on line during power outages , and also provides power to the emergency cooling system.
Electrical and lighting system
The electrical panel was designed and built by Strathbrook electrical Services and includes the Danfoss control system and the various power and safety circuits. The site had some electrical current restrictions as a result of the available power being slightly less than we required to maintain a normal safety margin above the estimated actual current draw, so a dual supply system was designed to provide to total power required for the project. The shortage in the available supply current also necessitated to installation of a load shedding facility which will shut down evaporators if the required current approaches the maximum available current. This will allow compressors to pump out the evaporators and then cycle off, in a controlled and predictable way until the peak demand has passed.
The lighting in the rooms is by 400watt LED fixtures which use motion sensors to determine the required lux levels in individual areas. When an area is unoccupied , the LED fixtures drop to 50% of their normal output reducing the power consumption on site. The LED lights use approximately half the power of conventional light fittings and are well suited to cold storage applications as they benefit from lower operating temperatures. Strategically placed LED lights maintain a minimum lux level for emergency exit and safety on the site. Further emergency exit signage was installed to mark safe exit paths and door ways.
The Warm Glycol system
The freezer room sub floor and the freezer room defrosting are both maintained by warm glycol which is circulated around the system by pumps located in the plant room and above the freezer room.
The main glycol tank is an insulated 5000L Stainless steel vat, which is heated by the low stage rack discharge gas.
The heat is maintained in the tank in the food grade glycol and is delivered to the evaporators during defrost events by a small pump. One evaporator is defrosted every 2 hours so each evaporator has three defrosts per 24 hours. The evaporators are circuited with dedicated glycol tubes in place of electric heaters tubes, and have glycol headers which collect the tubes together so
figure 10 warm glycol tank
that the drip tray and coil block have enough heat delivered to them to effect a defrost in about 15 min. As the defrost temperature is only 45 deg C the coil block is not heated to a point where the air within the coil block achieves a chimney effect which is alway present in electric defrost evaporator and is responsible for
large amounts of heat rising up out of the normal evaporator during defrosts . As the heat tends to stay in the coil block when the glycol system is employed there is less heat passed into the room during defrost so less after defrost load is created. The lower defrost temperature also prevents the vaporization of drip down water due to high defrost temperatures, which makes the environment inside the freezer room very dry.
As the site has a post tensioned concrete slab floor, we had to prevent any penetrations that could damage the cables within the slab. For this reason the sub floor heating had to be located above the existing slab floor.

The freezer room floor is heated by a second glycol system which is a separate circuit to the defrost system, and is heated to 14 deg C by the defrost system glycol. A small plate heat exchanger passes heat from the glycol defrost system to the floor heat glycol on demand and is controlled by a small glycol solenoid located at the floor heat pumping station above the freezer room. A glycol pumping station
figure 11 freezer room sub floor heating pipes & pump station circulates the cool glycol through an insulated
expansion tank, and then directs it into one of three floor heater manifolds which each has nine nylon heater tubes connected to it. The 27 nylon tubes are each 120m long making over 3km of heating tube which is laid out in a grid pattern so that the entire freezer floor has an equal spread of low intensity heat which prevents frost heave in the sub floor under the freezer. A concrete slurry encases the heater tubes, than Insulation was laid over the area and a top slab provides a trafficable surface for the forklifts.
Rooms, doors and impact protection
The rooms are built from 200mm PIR flame proof panel inside an existing building. The weight of the panels was more than the portal frames in the building were designed to take, so the consulting architect specified eight additional columns which had to be installed so the ceiling would be evenly supported and to prevent high wind events from lifting the roof and damaging the cool room panels supported from the roof trusses below.

Strathbrook’s engineers fabricated Merbau hardwood footings and installed the new columns to the architects specifications prior to the cool room panels arriving on site.
The wall where further protected from impact
Figure 12 impact protection and rapid roller doors looking from cool room to freezer room west end
Figure 13 the top of an 11m steel column installed to support the freezer panels additional weight
Figure 14 impact protection and rapid roller doors cool room to freezer room from inside freezer
damage by 600mm high 300mm deep concrete barriers with 75mm x 75mm x 10mm steel capping angles which are painted yellow . All pedestrian doors and walkways were also protected by steel bollards while fork lift doors where protected by steel hoop barriers and additional bollards.
The Forklift doors where fitted with rapid roller doors to reduce the warm air infiltration into the refrigerated spaces and magnetic sensors provide automatic operation to speed up fork lift traffic through the doors.
Finishing off
Once the refrigeration system was up and running the site was cleaned and all impact barriers were painted yellow. Aluminum checker plate was installed on the lower half of all cool room doors and anywhere that a cool room panel wall was exposed to damage. The plant room floor was pained in epoxy paint and stainless steel drip trays where installed under the refrigeration packages to collect and condensation.
A besser block wall and louvered top panels where installed around the condenser deck to prevent damage to the equipment and reduce the noise impact for the surrounding tenants. Bollards where then installed to protect the block work.
figure 15 condenser deck protection
Operating cost comparison
The system was evaluated against a conventional R134a / CO2 system as the owner had previously installed a plant of this type. The owner had requested that we provide a quotation and predicted operating costs for both options. His preference was to install the trans critical / sub critical cascade system as he believed that it was a marketing tool that he could use in his dealings with the major supermarket chains which are major customers of his company.
Some estimates where made that attempt to predict the power consumption of the different plant configurations but it is not possible to do an exact comparison as only one style of plant was installed.
These spread sheets are attached and detail the equipment installed and the manufactures computer model for the power consumption for each compressor considered. We also compared defrosting and floor heating system with conventional system.
The Glycol floor heating system has a very positive operating cost benefit compared to electric element sub floor heating. The freezer room would require 33kw of electric heating with a run and standby heater element sets required ( @ 30watts per m2 ). At 15 cents per kw hour the running cost would be $43300.00 per year if they ran at maximum, but realistically they would run at 50% so the likely cost is nearer to $20 000.00 per year. The cool glycol system runs one ½ HP glycol pump to distribute the glycol through the pipe network at very low velocity. The operating cost of this pump is $394.00. The heat removed from the low stage package by the glycol doesn’t have to be removed by the high stage package or the gas cooler so the overall system also has a knock on benefit due to the reduced load in the high stage and high demand units. This reduction is in the order of 20kw continues load. This is the amount that the discharge vapor is rejecting prior to the gas entering the open flash intercooler and has been plotted on a pressure enthalpy diagram attached.
The warm glycol defrost system is also using substantially less energy than an electric defrost system as the total heat used to drive the glycol heating for both the floor heat and defrosting system is less than the motor input power of the low stage rack. The power required to defrost the same evaporator model as those used with electric elements is 18kw ( 3 defrosts of say 30 min each of the four evaporators or 6 hours per day. This equates to $6 241.00 worth of power at 15 cents per kw hour. The glycol system uses about $1 000.00 less in power costs to operate the pumps , but the heat generated also heats the sub floor so the actual defrost cost is less.
The 20kw continuous power saving achieved by the glycol system would equate to a $26 000.00 saving at 15cents /kw hour. As this heat is not being transferred to the high stage the real saving is significantly more than that.
See detail description of the glycol defrosting system attached.
The choice of Carbon Dioxide as the refrigerant in both stages of the system provides a significant reduction in the purchase and replacement cost of the gas charge, plus a significant saving in the global warming impact of the system. Typically a plant of this size would require 250kg in each stage . If we assume R134a in the high stage and R404A in the low stage the total global warming impact potential in the event of a refrigerant leak is equivalent to 1 140 000 kg of CO2 being discharged from a power station. The system installed has a global warming potential of 156 350 kg of CO2 , mostly from the R134a in the high demand unit, a reduction of 983 650 kg.
To date only Summer energy consumption data is available. When this data is compared to the R134a / CO2 system that was installed during stage one and is conveniently the same size and temperatures the power consumption is very close to the same. This is particularly encouraging because the trans critical system installed in stage 2 should use more power than a conventional cascade system in summer and less in winter. The fact that the power usage across the summer months is in line with the stage 1 plant makes it very likely that the new stage 2 CO2 / CO2 system will outperform the stage 1 system that was considered to be state of the art when it was installed in 2011.
summary
The system has been designed and installed to a very high standard and is operating with a high degree of energy efficiency and reliability.
The equipment operates with very stable pressures and temperatures and receiving high praise from everyone who visits the site. The plant room equipment is very quiet in its operation and has very low vibration levels.
Given that it is the first full scale plant built to reflect the design detailed in our newly registered Patent we are extremely happy with the project and expect to do many more similar systems in the future.
Ian Wilson
Project engineer / director

